English (UK)
English (UK)  Česky (CS)
Česky (CS) MES system in digitization of power tools production in Stanley Black & Decker

Implementation of MES system at Black & Decker (Czech) s.r.o. in Ústí nad Labem was chosen in order to strengthen the company's position on market and gaining the position of a flagship in the production of professional electric hand tools of the Dewalt brand.
The production plant was opened in October 2002 and gradually grew and employed more than 1,000 employees. Since its beginning, it has built a significant position within the Stanley Black & Decker Group and ensured a growing volume of production. In 2014, it was clear that further growth in production volume while achieving the goals of continuous cost reduction while maintaining high quality could not be achieved with traditional tools and approaches to production management and it is necessary to move to effective online production management. It was decided to implement the MES system and in successive stages to digitize the individual production departments - plastics injection molding, CNC machining and final assembly.

Key project attributes
| Customer | Black & Decker (Czech) s.r.o., Ústí nad Labem, Czech Republic | |
| Used solution |
Act-in MES | |
| Supplier | Act-in CZ, s.r.o. | |
| ERP | SAP | |
| Production type |
Discrete | |
| Manufacturing areas |
Production monitoring and control, Maintenance management | |
| Manufacturing classification |
Consumer Goods, Electronics & Mechatronics, Metal Fabrication, Plastic & Rubber | |
| Integration | ||
| Essential functionalities |
Control & Monitoring of Production, Paperless Production, Process Data, Maintenance, Machine Data Collection, Performance Analysis, Production Visualization | |
| Year of realization | 2014 |
Main areas supported by MES / MOM system
Data collection from machines
Data collection from machines is the heart of every professional MES / MOM solution. The transformation from manual data collection to online automatic data collection has caused a real revolution in the operational, tactical and strategic management of the company. According to the types of connected machines and production lines, the most suitable technical variants were chosen from the connection of PLC and reading of data blocks, through the connection of output signals in the control cabinets of machines to the connection of sensors. Among the connected machines were, for example, Engel and Krauss Maffei presses, or Mazak and Mikrosa CNC machine tools together with a number of specialized production lines. The required high level of reliability and accuracy of data collection is ensured by industrial components for data processing and transfer to the server.
Paperless production
 Modern touch terminals ergonomically located at workplaces and machines reduce the administrative complexity of filling out and processing many paper forms and guides, reduce errors in filling and processing them, and provide operators, setters, teamleaders, planners and management with timely, up-to-date and valid information for much more efficient production management. Operators have an overview of the production plan, they have production documentation, including documentation for product quality control, or maintenance and adjustment of machines or workplace cleaning according to 5S and TPM standards. They have an overview of their own fulfillment of the production plan, compliance with technological standards, achieved OEE efficiency, downtime, speed and quality. They can carry out production, enter reasons for downtime, reasons for speed losses, or numbers and reasons for scraped nonconforming pieces. They can also enter detected abnormalities or automatically report a malfunction of a machine or mold for maintenance or a tool shop that enters troubleshooting information back to the terminal, phone or tablet. All information is recorded and linked to the names of registered operators, setters and maintenance personnel and allows performance evaluation according to individuals, teams and shifts, products, machines and workplaces.
Modern touch terminals ergonomically located at workplaces and machines reduce the administrative complexity of filling out and processing many paper forms and guides, reduce errors in filling and processing them, and provide operators, setters, teamleaders, planners and management with timely, up-to-date and valid information for much more efficient production management. Operators have an overview of the production plan, they have production documentation, including documentation for product quality control, or maintenance and adjustment of machines or workplace cleaning according to 5S and TPM standards. They have an overview of their own fulfillment of the production plan, compliance with technological standards, achieved OEE efficiency, downtime, speed and quality. They can carry out production, enter reasons for downtime, reasons for speed losses, or numbers and reasons for scraped nonconforming pieces. They can also enter detected abnormalities or automatically report a malfunction of a machine or mold for maintenance or a tool shop that enters troubleshooting information back to the terminal, phone or tablet. All information is recorded and linked to the names of registered operators, setters and maintenance personnel and allows performance evaluation according to individuals, teams and shifts, products, machines and workplaces.
Production monitoring and control
Production monitoring provides all employees with an accurate and up-to-date picture of what is happening in production and allows them to respond quickly and flexibly to situations that occur, while accurately planning the following activities for the most efficient production flow. The manager of each workshop responsible for the efficiency and quality of work of his subordinates, the efficiency and utilization of the production machines, elimination of waste and fulfillment of the production plan has on his monitor or tablet and phone up-to-date data on the status of all monitored indicators and can immediately respond and make decisions and manage other activities with maximum efficiency. The effectiveness of the measures taken can then be evaluated in real time and compared with results of previous periods and predict further developments. The decisions made are immediately shared with other employees, who can immediately implement the decisions in real time.
Tool management
Care and preparation of molds is key to ensuring a smooth production process in a separate plastics press. The basic data on the molds are assigned data on the number of cycles and on the performed maintenance in the system. Information on the condition of molds and their maintenance is part of regular production meetings.
 Maintenance management
Maintenance management
All machines and equipment in charge of the maintenance department are registered in the maintenance management module. Machine cards and passports carry information about their properties, parameters, suppliers and locations, condition and life cycle. All malfunctions reports and maintenance requirements, all work orders of planned preventive maintenance and operative corrective maintenance, all technical documentation and spare parts are connected to them. The system monitors the process from the occurrence of the request or reported failure, through its acceptance by the maintenance personnel, arrival to the location of failure, fixing of the failure, usage of spare parts and recording of the reasons and causes of the failure. Preventive measures to reduce machine failures and unplanned downtimes are implemented in the form of a preventive maintenance plan that automatically generates preventive maintenance work orders. The system also plans and generates work orders for regular maintenance to operators when handing over shifts, which it displays to them at production terminals and records back confirmation of maintenance performed, including detected abnormalities. Thanks to integration with the SAP system, maintenance workers have up-to-date spare parts inventory data and can reliably record information on their use and optimize inventory levels and reduce maintenance and troubleshooting time. A natural part of the system are requests / orders for spare parts purchasing and an overview of the status of their fulfillment. All line managers and operators are involved in the system, who enter notifications and requirements into the system from their terminals in the event of a detected malfunction and also have an online overview of their fulfillment. Visualization of requirements on large screens as well as on maintenance workers' mobile phones and tablets also contributes to real-time maintenance management.
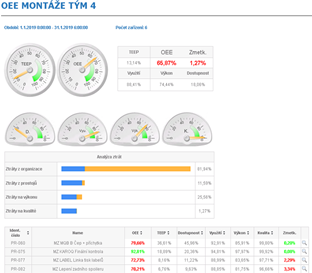
Production visualization
Visual management is one of the basic elements of Black & Decker's management system. In this respect, too, the company's MES system has enabled a major step forward in the difference between time-consuming and inaccurate manual data collection and printing and maintaining out-of-date data and graphs on boards, and automatic data collection and display on large screens in digital and real time. Each workshop or production line has its own visualization according to its needs, of which the most common visualization of the machine status, fulfillment of the production plan, achieved OEE efficiency, fulfillment of planned cycletime, achieved FTP quality or current number of employees on the line. Among other visualized information we can see, for example, the status of energy, the status of material stocks or the status of reported malfunctions. In addition to the visualizations created by the system supplier, Black & Decker also has the option of editing the visualizations itself or creating completely new custom visualizations in the user's graphic editor.
Performance analysis
The effective digital transformation of everyday operational work in the workshops is followed by managers in the area of tactical and strategic plans and decisions. The performance analysis module provides detailed analyzes from all major perspectives on production processes and clearly shows opportunities for improvement in the short, medium and long term. From short-term changes in the organization of workers in the workplace based on the results of the last hours and shifts to longer-term measures in qualifications and number of workers, layout of production lines and workplaces, layout of logistics flows or investment in new machinery and equipment. The high informative value of these analyzes is given by the optimal selection and composition of the collected data and the logic of their evaluation, which in the case of Black & Decker combines data on manufactured products, production efficiency, production quality, workers and teams involved in their production, conditions under which they were manufactured and the technical condition of the machines on which they were manufactured. The results of the analyzes are displayed to users both in the interactive user environment of the system and in the form of print reports, which users can edit themselves or create their own reports. Reports can be created automatically by the system and also automatically sent to the relevant users by email.
Dr. Lubomír Sláma




 There are currently roundabout 40 ENGEL Injection Molding Machines in LUKOV Plast. These machines provide one- and two-component injection molding. Two-component molding with minor metal insignia had to be utilized together with high-level robotization for the process of sun visor manufacturing. MES/MOM system provides complex electronical production management, monitoring and performance evaluation in the molding shop. This also includes collection of technological parameters from IMM, distribution of electronic production documentation, quality management, tool management and more… Production logistics also benefits from the implementation of MES in the company. Label printer is located directly at the workplace, which ensures seamless packaging unit identification. The risk of putting a product into an incorrect packaging (leading to a certain complaint) is minimized by MES-driven standardized production process.
There are currently roundabout 40 ENGEL Injection Molding Machines in LUKOV Plast. These machines provide one- and two-component injection molding. Two-component molding with minor metal insignia had to be utilized together with high-level robotization for the process of sun visor manufacturing. MES/MOM system provides complex electronical production management, monitoring and performance evaluation in the molding shop. This also includes collection of technological parameters from IMM, distribution of electronic production documentation, quality management, tool management and more… Production logistics also benefits from the implementation of MES in the company. Label printer is located directly at the workplace, which ensures seamless packaging unit identification. The risk of putting a product into an incorrect packaging (leading to a certain complaint) is minimized by MES-driven standardized production process. The core concept of I4.0 is the idea that the product itself controls the production process, which is fully automatic. Therefore each sun visor body gets a unique QR code at the first operation. After reading this QR code, the assembly line gets automatically reconfigured according the product’s variant. MES system then uploads the pre-defined parameters into PLC control units and re-registers the operator to a corresponding contextual work order. The code of the product also carries a complex technical preparation of production, that is accessible through touch screens directly at the workplace.
The core concept of I4.0 is the idea that the product itself controls the production process, which is fully automatic. Therefore each sun visor body gets a unique QR code at the first operation. After reading this QR code, the assembly line gets automatically reconfigured according the product’s variant. MES system then uploads the pre-defined parameters into PLC control units and re-registers the operator to a corresponding contextual work order. The code of the product also carries a complex technical preparation of production, that is accessible through touch screens directly at the workplace.